Article on Infrared Systems and Hardening Wheel Bearings
The importance of temperature control."Accuracy of all temperature measurements in process production is vital to ensure quality, efficiency and safety."
You can read the article here.

 |
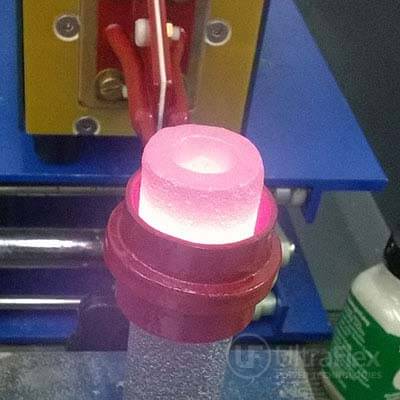
| Silicon Carbide Cylinder |
 |
| Slilcon Carbide Cylinder heated to 2700-2800 F with 1 MHz Induction. |
 |
| Slilcon Carbide Cylinder heated to 2700-2800 F with 1 MHz Induction. |
 |
| Stainless Steel Cup used for Plasma Research testing in the UPT-S5 Induction Heating System. |
 |
| Stainless Steel Cup used for Plasma Research Testing |
 |
| Stainless Steel Cup used for Plasma Research Testing |
 |
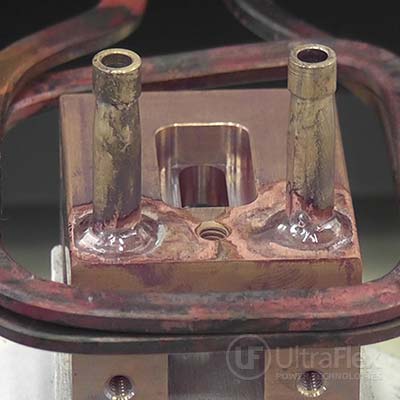
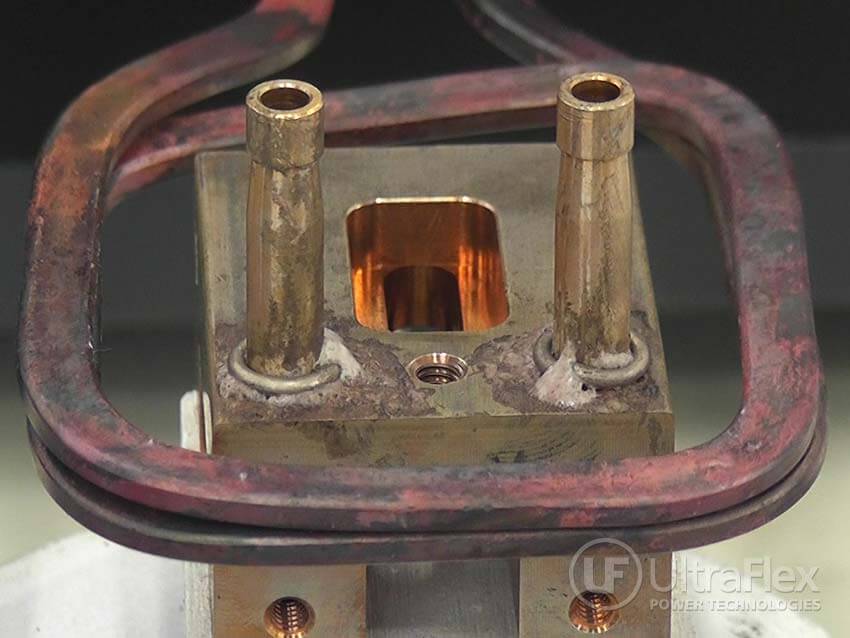
| Braze Brass Fittings into a Brass Housing: the barb fittings are positioned into the housing, with a preform placed at the position of the joint. The assembly is then positioned into the induction coil. |
 |
| After approximately 30 seconds. |
 |
| After approximately 1 minute. |
 |
| After approximately 90 seconds. |
 |
| After approximately 2 minutes. We see a small gap not covered by the preform. |
 |
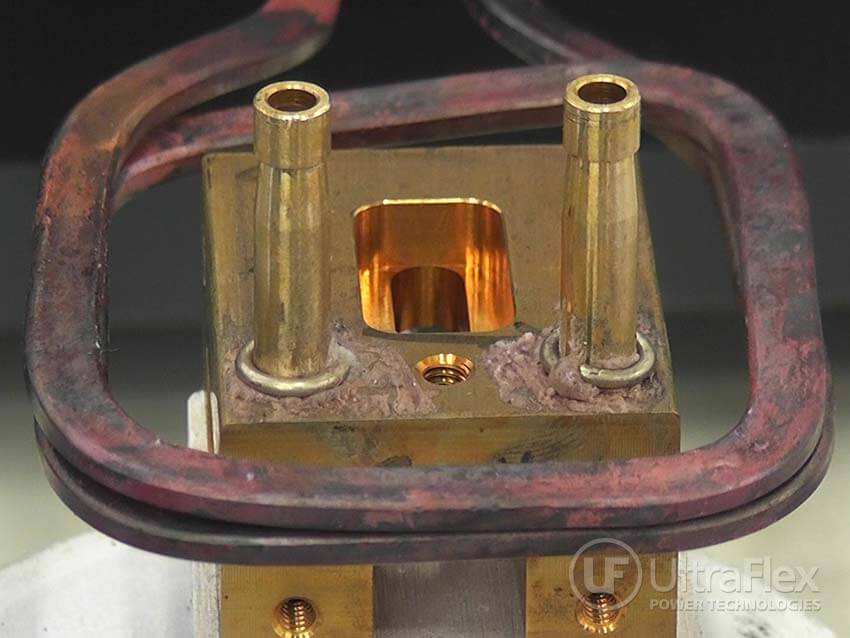
| After approximately 2:15. A small amount of brazing alloy is added by hand during the heating, to fill the small gap not covered by the preform. |
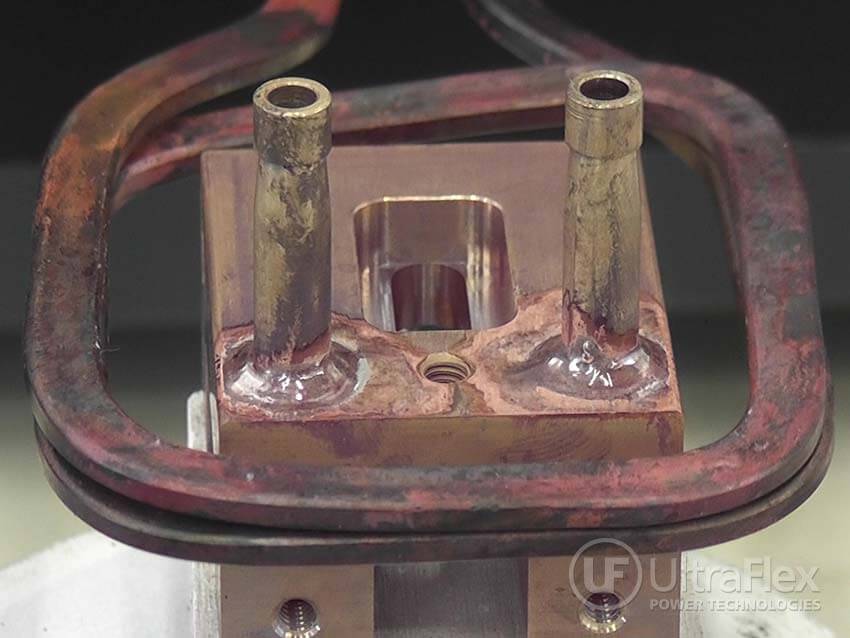 |
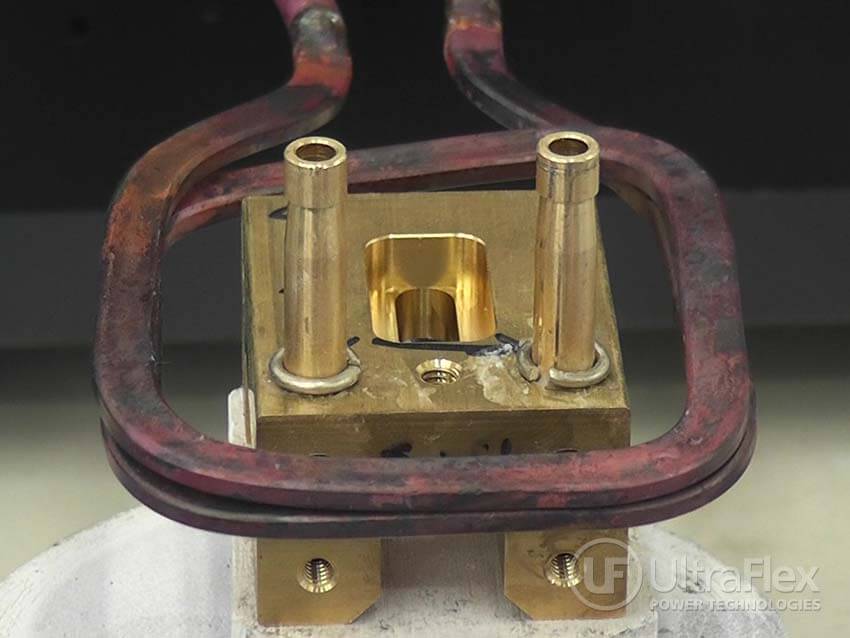
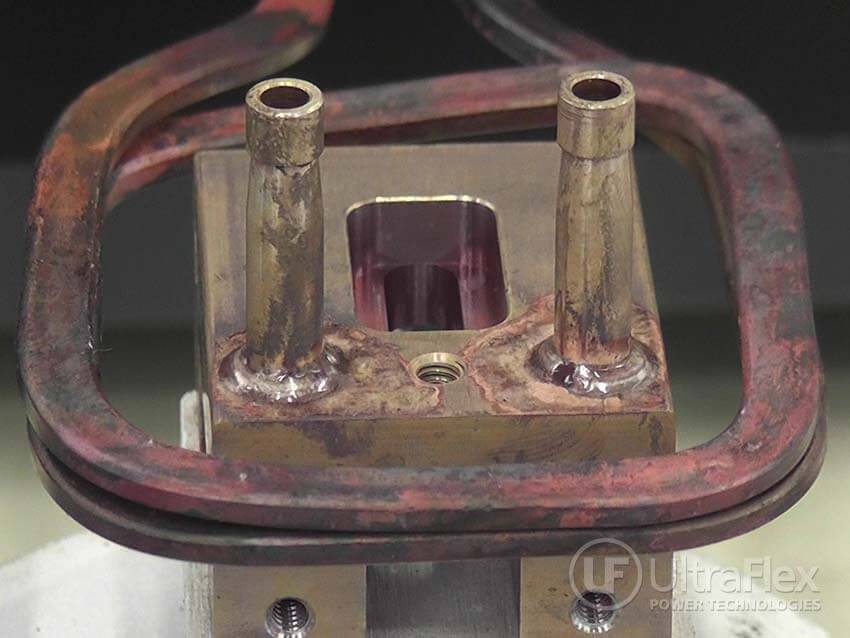
| The finished braze after 2:30, shows a consistent fillet at the braze joint. |

 |
| Brazing a Heat Exchanger. Test 1 (with flux): Flux is applied to the Heat Exchanger receiving tubes. |
 |
| Brazing a Heat Exchanger. Test 1 (with flux): Flux is applied to the "U"-shaped returns. |
 |
| Brazing a Heat Exchanger. Test 1 (with flux): "U"-shaped returns are assembled to the receiving tubes. |
 |
| Brazing a Heat Exchanger. Test 1 (with flux): A protective shield was placed around the area to be brazed. This rudimentary shield provided some protection to the plate. In a final production unit, the plate will be water-cooled. |
 |
| Brazing a Heat Exchanger. Test 1 (with flux): We braze each shaped return. Brazing takes approximately 35 seconds per return. |
 |
| Brazing a Heat Exchanger. Test 1 (with flux): A completed braze. |
 |
| Brazing a Heat Exchanger. Test 1 (with flux): A completed braze. |
 |
| Brazing a Heat Exchanger. Test 2 (without flux): The customer also requested brazing samples without flux. |
 |
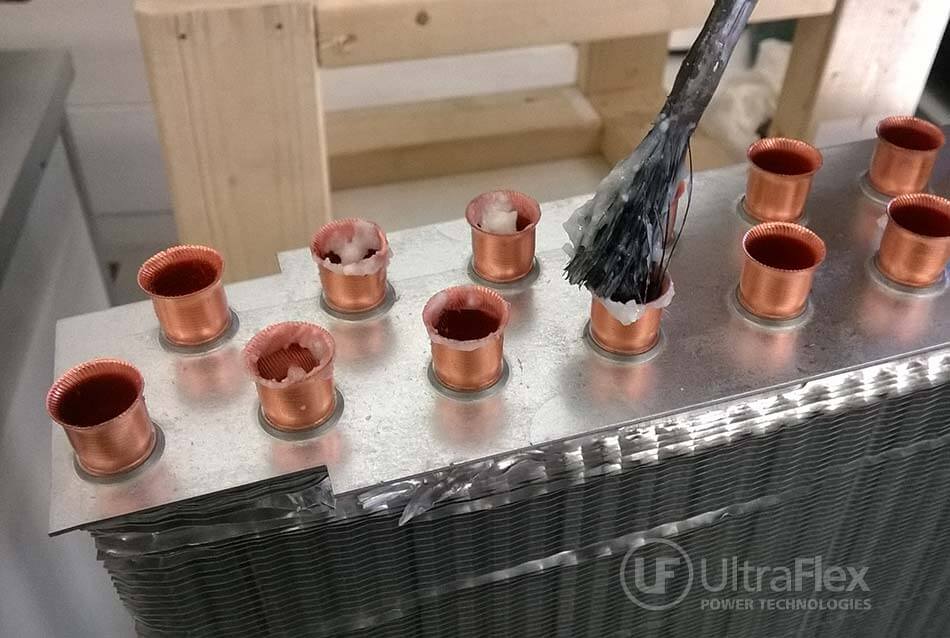
| Brazing a Heat Exchanger. Test 2 (without flux): Some completed and in-process brazes. |
 |
| Brazing a Heat Exchanger. Test 2 (without flux): The final braze on the heat exchanger is started. |
 |
| Mesh Tube tested with UPT-S5 Induction Heating System for Plasma Research. |
 |
| Mesh Tube used for Heating |