Application Test Objective is Brazing Carbide to Steel, confirming the heating time. Customer provided samples of carbide tips of various sizes and shapes to be brazed to a steel shanks of various sizes and shapes. Confirm brazing feasibility and heating times using Ultraheat UPT-S5 5 kW for brazing carbide to steel.

Equipment
Materials
• Magnetic Steel Shanks
• Carbide Tips
• Alloy – EZ Flo 45 paste
• Carbide Tips
• Alloy – EZ Flo 45 paste
Test 1
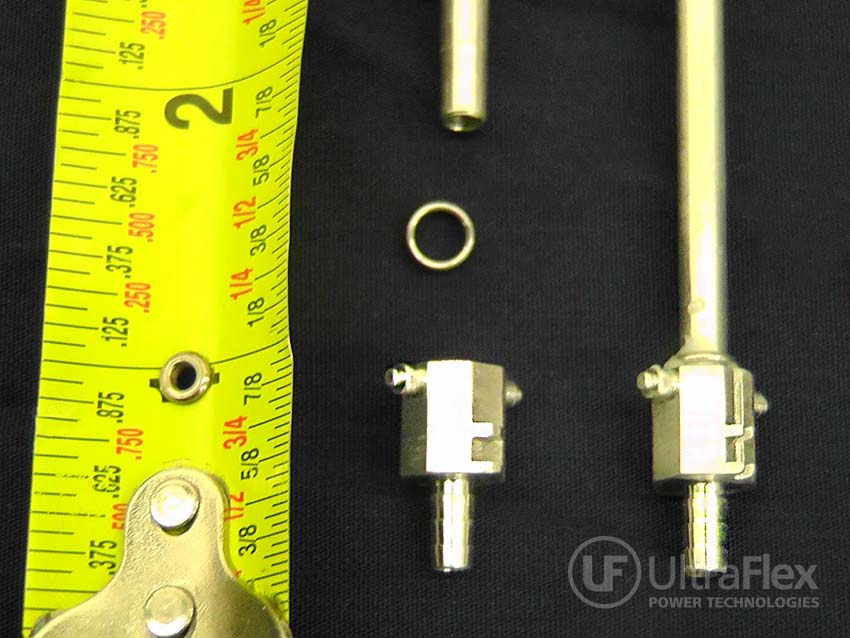
Magnetic Steel Shank OD: 0.375”
Cone-Shaped Carbide Tip with taper from 0.5” OD to 0.062” at the peak
Cone-Shaped Carbide Tip with taper from 0.5” OD to 0.062” at the peak
Key Parameters
Temperature: approximately 1450F
Power: 1.3 kW
Time: 35 seconds
Frequency: 115 kHz
Power: 1.3 kW
Time: 35 seconds
Frequency: 115 kHz
Test 2 (See Video 1)
Magnetic Steel Shank OD: 0.250”
Spherical Carbide Tip with 0.638” diameter, and flat underside of 0.431”
Spherical Carbide Tip with 0.638” diameter, and flat underside of 0.431”
Key Parameters
Temperature: approximately 1450F
Power: 1.5 kW
Time: 21 seconds
Frequency: 116 kHz
Power: 1.5 kW
Time: 21 seconds
Frequency: 116 kHz
Test 3 (See Video 2)
Magnetic Steel Shank OD: 0.180”
Bullet-shaped Tip with major OD 0.264”
Bullet-shaped Tip with major OD 0.264”
Key Parameters
Temperature: approximately 1450F
Power: 0.6 kW
Time: 13 seconds
Frequency: 114 kHz
Power: 0.6 kW
Time: 13 seconds
Frequency: 114 kHz
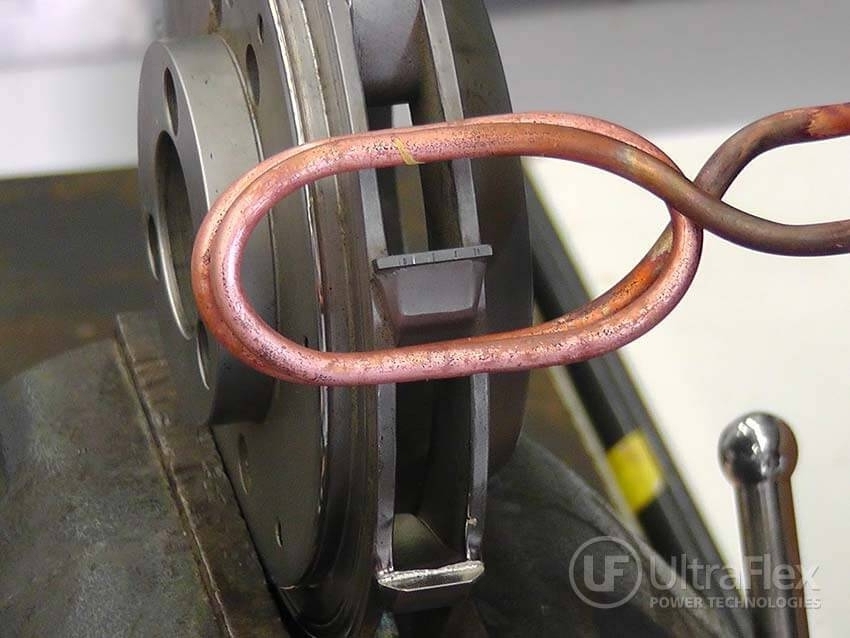
Process for Brazing Carbide to Steel:
- The magnetic steel shank and carbide were cleaned.
- Paste alloy was added to the interface area between the shank and carbide.
- Simple fixtures were used to hold the shaft in place, and hold the carbide in place.
- Power was turned on, and the parts were monitored to confirm when the braze was complete.
Results:
All parts were brazed successfully, using the same coil and tap settings on the induction equipment. No equipment changeovers are necessary.
A formal fixture to ensure the parts are aligned during the brazing process is recommended.
Benefits:
- Precise control of the time and temperature
- Power on demand with rapid heat cycles
- Repeatable process, not operator dependent
- Safe heating with no open flames
- Energy efficient heating
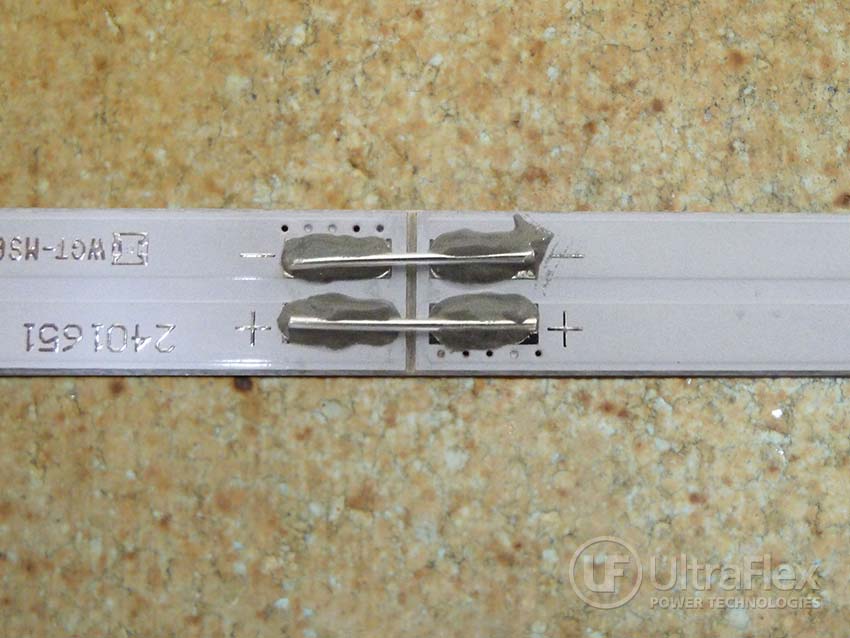
Pictures
 |
| The completed brazed parts. |
Video
Video 1
Video 2
Ultraflex Power Technologies provides Induction Heating Solutions for your heating challenges.
Contact us today about your heating application.
Contact us today about your heating application.