

Equipment
Materials
Steel Impeller
Carbide – 0.085” thick x 0.877” wide
EZ Flo 3 braze paste
Carbide – 0.085” thick x 0.877” wide
EZ Flo 3 braze paste
Key Parameters Test 1 (Used Carbide Tip Removal)
Temperature: Approximately 1450F
Power: 4 kW
Time: 8 seconds
Frequency: 111 kHz
Power: 4 kW
Time: 8 seconds
Frequency: 111 kHz
Key Parameters Test 2 (Replace Braze Carbide Tip)
Temperature: Approximately 1450F
Power: 29/3 kW
Time: 14 seconds
Frequency: 109 kHz
Power: 29/3 kW
Time: 14 seconds
Frequency: 109 kHz
Carbide Tipping is specific brazing process by which a hardened tip material is applied to a base material to produce an extremely hard cutting edge. When using induction heating, the tipping material is brazed to the base material with temperatures up to 1900 degrees F.
Process for Debrazing:
- White flux was added to the used carbide tips at the interface area prior to heating.
- The Parts were brought up to temperature, and the part was tapped lightly to help loosen and remove.
Process for Rebrazing:
- The surface area was cleaned and lightly ground to provide a flat smooth interface area for the replacement braze cycle
- Alloy was added and the carbide positioned on the impeller. The coil was positioned and angled around the part.
- The power was reduced to permit a soak time and ensure proper alloy wetting.
Results/Benefits:
- In-house operation of replacing carbide tips enables fast turnaround time, and minimizes downtime.
- Precise control of the time and temperature
- Power on demand with rapid heat cycles
- Repeatable process, not operator dependent
- Safe heating with no open flames
- Energy efficient heating
- Precise heating
Pictures
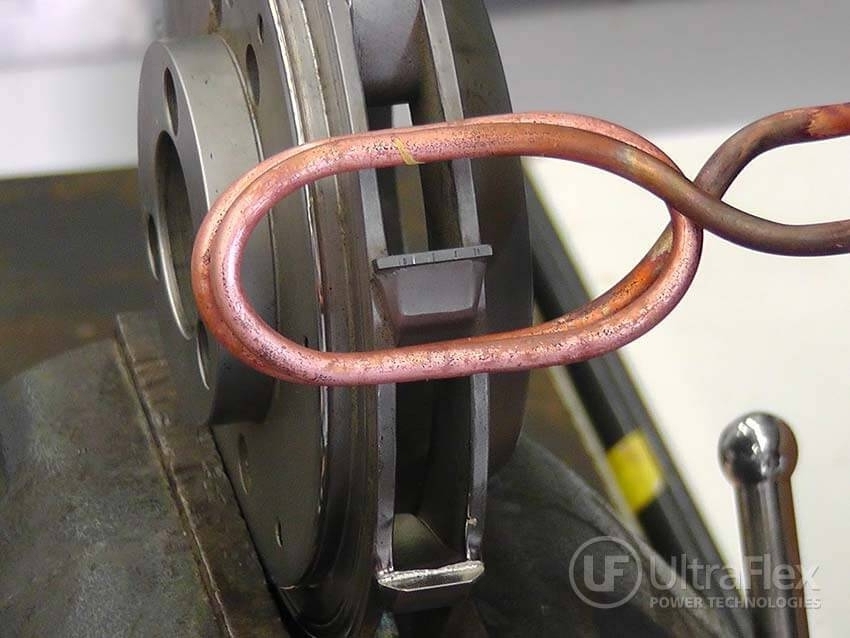 |
| The carbide tip is positioned to remove the used carbide. Heat time is 8 seconds. |
 |
| The impeller following the carbide tip removal. |
Videos
Carbide Tip Debraze
Carbide Tip Rebraze
Carbide Tip Rebraze (closer view)
Ultraflex Power Technologies provides Induction Heating Solutions for your heating challenges.
Contact us today about your heating application.
No comments:
Post a Comment